When Toyota developed the lean manufacturing framework, a key tenet was to create value for the customer by removing waste (or Muda). There were 7 original wastes at that time, which were later expanded to 8. You can probably identify even more in your organization, such as meetings: the ninth waste details.
Removing waste helps streamline your operation, improves on-time delivery, reduces lead time, and reduces costs. In a job shop, we generally apply the lean tools a little differently to achieve this. First we apply a theory of constraints framework to our operation, and then apply lean tools at each constraint to maximize results. Regardless of how the lean tools are applied, it is critical to understand what each waste is and how it affects your operation.
One of the most popular ways to memorize the 8 wastes is with the acronym DOWNTIME. DOWNTIME stands for:
Defects
Overproduction
Waiting
Non-Utilization of Talent
Transport
Inventory
Motion
Excess Processing
So let's look at each of these individually:
There are some things you can do in a constantly changing environment to control quality.
Training, training, training. You simply cannot afford to have an unskilled workforce in an environment that is constantly changing. You can cut defects in half simply by making sure your workers have a wide range of skills that they are good at.
Use Statistical Process Control (SPC). Most think SPC can't be applied because the product is constantly changing. Re-read what SPC is - PROCESS control not PRODUCT control. Focus your SPC on the process, ignoring the product. For example, you may weld on hundreds of different products, but you can still track inches of reject, quality occurrences, and first pass yield.
Get good data from your customers. Determine what their true critical to quality items are, and try to plan for them throughout the entire process.
Have a good TPM program and make sure your equipment delivers good quality on the first pass, every time.
Do some testing. Understand the limits of your people and processes, and document it. This data can allow you to make good decisions up-front that improve quality through the entire process. For example, if you have a wood lathe that is only accurate up to 6" diameter logs even though it can process 10" work, you may wish to re-route 8" diameter work to a machine that is more capable, or even outsource that part of the process if you cannot complete it in-house.
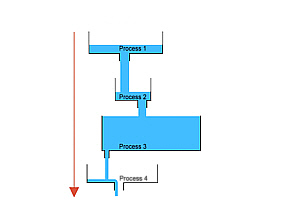
The causes of overproduction are simple: Optimizing local departments over your constraints, improper planning, and lack of systems to control WIP. The solutions are:
Use the Theory of Constraints for planning operations in your plant. Your plant's constraints needs should be elevated above all local departments needs.
Develop a scheduling and planning system based on your constraints, and dynamically staff departments based on customer demand, not "keeping them busy".
Modify lean tools to control WIP. Tools such as Kanbans and drum buffer ropes allow you to control work in progress and keep your from over producing.
Waiting takes a number of different forms for a job shop. You can be waiting for work from the previous process, hard to find or missed raw materials, information, or quality checks.
Many waiting issues can be limited if not completely eliminated with thorough front end processes. If bills of material are correct and properly coordinated, waiting for materials should be limited. Engineering and drafting should be held to the same standards as production to produce work on-time to limit waiting for information.
Waiting for quality checks can be eliminated by having open stations. Once work is done, the workers move to an open station to work on the next project, and quality checks the product at the previous station. This will not work for all business models, so sometime you will need to move the parts somewhere else to be checked so the machine can start the next job. Whichever model you use, the machine or workers should not be left waiting for quality any more than necessary.
Waiting for work often infers that your production planning team has not properly mapped the work and constraints on your shop floor. If there is not enough work to keep everyone in an area busy, worker should be moved to constraint areas where their time can be utilized. Likewise you may wish to move work into the area from a constraint area if your business model allows this. Often this does not happen, however, as operations are optimized locally to the department level rather than to your constrains.
Non-Utilization of talent refers to non fully utilizing the experience and talent of your workforce. Made-to-order shops generally have very challenging work that maximizes their workers talents every day, so this waste isn't my biggest concern.
Because of the changing nature of our work, it is almost inevitable because as the mix changes, people may end up being moved to constraint areas (or work being moved to other areas). So while the people moved may not be fully utilizing their talents, they are eliminating a constraint which is far more important. Also, these moves are generally temporary, so on a long enough timeline any wastes are minimal.
The best way to deal with this is to have a robust cross training program with a deep pool of talent. This allows you to have a number of people to chose from when back filling or expanding capacity in a constraint area, thus allowing you to move only the people that best fit the new projects needs.
This one can be down right brutal in a job shop. Transport refers to any movement of raw materials or product this is not value added. In many job shops, product will be picked up, moved, and set down dozens of times throughout the value stream. It is enough to make a lean practitioner cringe.
Unfortunately because of the chaotic nature of process routing, it is often not possible to engineer out this movement.
One way you can improve tooling and equipment so that multiple steps can be performed at one station. For example, if you have a drilling operation, but also need to chamfer the hole but don't want to change tooling in your main machine, it might be wise to purchase a small drill press and place it next to the main machine. Then you can perform the main drilling operation, the operator can move over and manually chamfer the hole, and then it can be sent off to the next operation. This save several steps.
Another way to remove some transport is to assign material handling duties to operators so that once they finish a product, they deliver it to the next step. Too often the process will look like this:
So why not just have them deliver it to the next station directly, and save the whole material handler step? Keep in mind, this should NOT be done on operations that are constraints.
Finally, you may have to accept that there will be transport no matter what you do because of your business model, so invest in more robust material handling to make it more organized and efficient. Use temporary conveyors, overhead lifts, and even automation to improve the speed of transport and remove what waste you can.
Inventory is pretty simple to understand; it is essentially having more finished goods or raw materials than are required to serve the customer.
Unlike continuous manufacturers, job shops are generally building to a customer order, thus there is very little finished goods inventory. Any goods stored in inventory are awaiting customer delivery, or being held for the customer, and as such are not really a waste.
Job shops do, however, require a larger and more robust raw material inventory. This might be because they need the materials on hand for walk-in or short lead time orders. Also, they might have to order custom raw materials with long lead times so they have to build a buffer. Just in time raw material deliveries is often difficult to implement in job shops due to the factors listed above.
However, all operations should still be taking a statistical approach to reducing raw material inventory and freeing capital. Too often we have the "we might need that someday" approach to inventory. Stop it. Determine what the downside is if you don't have the material on hand, versus what the cost is to have it on your books for potentially years. Usually the decision is pretty obvious.
Technically, Work in Process (WIP) is also a form of inventory, which we cover in overproduction.
Job shops often assume that motion is inevitable because of the variation in their product, but that is really just an excuse. We can use many of the same tools that continuous manufacturing uses, with a few twists:
Move the tools to the worker, not the worker to the tools. There is no reason to have fixed shadow boards on walls and make your workers walk long distances to them just because the size of the product changes. Make the tools mobile, and provide each worker with all but the most obscure tools they might need. This will pay for itself very quickly in reduced wastes.
Move parts to the worker, not the worker to the parts. Job shops are particularly guilty of this, forcing workers to walk across the plant looking for the parts they need to build a product (and talking to everyone along the way). Develop a kitting system in your plant, and have all the parts delivered to work cells, when they are needed.
Make your work stations in general flexible and able to handle a variety of situations. Apply SMED principles wherever possible. This includes not only the process itself, but support functions such as turning fixtures or material handling.
Provide MRO items at point of use. There are many vendors out there today that will supply vending machines throughout your plant stocking the key items at point of use. Walking to get MRO supplies is a huge waste.
Excessive processing is adding additional processing or steps that do not add value for the customer. For example, machining to tolerances that are much tighter than the customer needs or is willing to pay for is a prime example. The quality group are often drivers of this, as they are only looking things through their world view of what level of quality is possible. Production also has a piece of this in jobs shops as well, although their over processing often unintentional.
Like non-utilization of talent, this one is almost inevitable in a job shop. When you only make one of something, you often don't fully know how much processing is really required until you make one. We can guess, but often operators will have to make real time decisions and generally they will err on the side of caution, which adds additional processing.
Here are a few ideas on limiting excessive processing:
Usually all operations have some areas that are repeatable, so take advantage of that and make work instructions and standard work that spells out what processing is needed in those areas. Base these on individual processes, not products, so they can be used on a wide array of products.
Develop multiple sets of tolerances based on product type. If you are a steel fabricator, there is no reason to hold aerospace tolerances on other fabrication jobs like building playground equipment. Yes, I actually observed this in one manufacturer. It was done because they wanted to make it easier for their quality inspectors and for consistency. NEVER base your tolerances on what is easier for quality control, tolerances must always be based first on customer need, then production efficiency. Consistency is fine, but not if it causes you to lose money through excessive processing.
Training is also key. A well trained and experienced operator will understand the nature of the work and how to avoid over processing.
Strong front end support from sales on this helps immensely. Have your sales team work with the customer to determine what parts of the form, fit, and function of the product are important to the customer. What are the critical to quality measurements they care about. Communicate these early to engineering and production so they can map out jobs based to avoid excessive processing and plan the jobs for optimal efficiency.
Want to learn more about implementing lean and continuous improvement in a job shop environment? You've come to the right place. Job Shop Lean Manufacturing is dedicated to implementing continuous improvement in a job shop environment... READ ABOUT US