The First pass yield quality metric, or throughput yield, measures the percentage of product that passes through a process the first time, without rework or scrap. It is critical to the bottom line of the organization, but can be a particularly tricky to improve and control in an environment where the product and even processes are constantly changing.
In a high-variation environment, many of the tools traditionally used to control first pass yield fall short. Standard work is a great tool, but even organizations with a high degree of lean competency will not be able to have it for all operations on all products they may make, and gaps will occur. In those gaps we often invent manual processes and tools on the fly to accomplish the task, and take the concept of the hidden factory to a whole new level. These processes are uncontrolled and variability is inevitable. We cannot have sample parts for operator to reference when everything is unique. Regular quality checks may not be possible because you don't know how you are going to build it before you start.
Why is it a valuable metric?
While universally considered a quality metric, I consider first pass yield a production metric. It tells us how efficient we were at producing a product, and how big the road blocks are impeding production. If we only have a 25% of the time we produce a product right the first time, it tells us that we are adding waste 75% of the time that is not accounted for in our estimates nor in our delivery time. It offers a high level view of how much poor quality is truly affecting your organization.
Calculating
The calculation is relatively simple:
First pass yield = (product completed with no rework or scrap) / (total products completed)
While this looks very simple on the surface, the devil is in the detail. How do you measure this on product that is always changing? This question we will explore in more detail later.
Challenges
There are a number of road blocks to calculating first pass yield in a high variation environment, which include:
Poor Metrics
Often how we measure other quality metrics effects our ability to calculate first pass yield. Let's look at an example:A welder has welded 100 similar widget. Each one takes 10" of weld, and the welder has a reject rate of 10" out of 1000" welded. If we calculate quality only by inches of reject, we really don't have any idea of what first pass rate is, or what the nature of the problem is. In this case, we need to count occurrences and inches.
What if he had 10" of reject on one part? His first pass yield is 99% in that case. Something very bad happened on one part, but for the most part the process is in control.
What if he had 1" reject on 40 parts, however. His first pass yield would by 60%, and something is going wrong on a lot of parts.
Hidden Factory
Another problem is that repairs are often performed at the work station with no formal quality check, and no one outside the worker knows the defect even occurred? Sometimes these repairs fix mistakes they made, other times they are repairing poor quality that was passed to them. These rejects are not recorded, and often create a false sense of security as to how well your first pass yield and quality in general really.Job Shop Dynamic
Job Shops are an environment that is always changing. In the purest sense, if each product is different, your first pass yield will either be 100% or 0%. That is not useful data, so we have to come up with creative ways to implement first pass yield to give us a picture of what the effects of quality are on our organization.
Implementing First Pass Yield in a Job Shop
Engineering and Information
The best place to start is actually in the office, with engineering and the materials group. When our prints or information are bad, it filters down
through the entire system and effects quality and productivity. Start at the source, and get your production support inline first.
You will need to have some basic performance metrics in place, and a means to capture reported errors. It can be as simple as counting drawing errors vs total drawings produced, or material cutting errors / cuttings released.
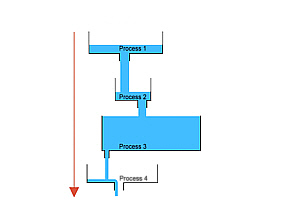
Focus on the process, not product
This is a mantra you will hear many times on this web site, but it holds true again in this case. Each product is made up of a number of processes.
Perform first pass yield on each process, and track process results regardless of product run.
Group into Classes
Divide your product up into classes, and measure them together. How you divide them up is the tricky part. Here are some ideas:
Material
Let's say you are have a lathe that runs parts made out of cold roll steel, Stainless, Copper, and Aluminum. The run speeds and characteristics of all these are vastly different, so it might make sense to judge the quality based on the materialLike products
The products may not be identical, but may be similar enough to group together. For example, in a business I once owned we offered custom exhaust for Custom Choppers. Most were unique designs, but all required the same sequence of steps so we could judge them together as a group.Tight Specification Products
If you run aerospace products side by side with other products, you will want to judge the aerospace products separately because of the tighter specs. Likewise, if you do Complete Joint Penetration (CJP) welds for structural applications that are UT or X-ray tested, judge those separate from simple fillet welds.Critical To Quality
Occasionally manufacturers will choose to judge first pass solely by a single critical to quality consideration, regards of customer, product, or process. For example, a paint shop may only care about the final finish, regardless of the prep, priming, or painting processes used.Customer
Some customers have different standards and expectations than all your other customers, so in these cases you may wish to just all their products under the same system.
Ways To Improve First Pass Quality
TPM
Broken or worn out equipment is a huge contributor to poor quality. Implement a TPM program to control your equipment maintenance, and first pass yield will be a big component of it.Use Standard Parts and Processes Where Possible
Just because you build custom products does not mean every single component needs to be custom.For example, in a previous plant we had stainless ground pads that were all part number 1501. Each one had the exact same holes drilled in them, only the outside dimensions were different. There was absolutely no reason for this, other than it was easier for the drafter using solid works. There is no reason this part could not be standardized and mass produced with better quality at a lower cost.
Apply Standard Work Where Possible
Not every step of every process will have standard work associated with, but we should try to apply them to critical to quality processes whenever possible. First pass quality will be much easier in areas where this is in place.Training and Documentation
So much of what is done in job shops ends up being tribal knowledge that was passed down from someone else. Document this tribal knowledge, put solid procedures in place to replace them, and properly train your people to those.Develop Systems To Control Hidden Factory Activities
Hidden Factories activities can be very damaging to your quality and productivity because they are not measured and root causes to the problem never addressed. One way to control them is to make workers account for their time during the day. When there are large blocks of unproductive hours, you will receive a deluge of information on poor quality and equipment problems you never knew existed.