One of the fastest ways to improve productivity, capacity, quality, and on-time delivery in a job shop is through the removal of your hidden factories. They are prevalent in any size organization, and particularly so in made-to-order environments. The problem is identifying them can be even more difficult than eliminating them as cultural issues and tribal knowledge tend to mask the issues.
So what are hidden factories? I find most of the "official" definitions of a Hidden Factory really don't capture the reality found in a made-to-order environment, so instead I offer up my own:
"A hidden factory in a Job Shop environment is simply any activity in your production value stream that is out of scope of the project, hidden from your metrics,
and is not billable."
Hidden factories are a defect in lean-waste terms, which could be in the information, engineering, supply chain, process, or product itself. This defect is passed down the value stream, and a work-around solution must be found for it.
Hidden factories almost always add extra labor, costs, increases lead time, and often reduced quality. They are often present for many years, and are part of the company's culture and tribal knowledge.
Examples
While these vary greatly between organizations and business models, here are some common examples:
Internal Quality
Internal quality issues can be found in any manufacturing operation, but they are much more prevalent in made-to-order businesses. Since many products are one-offs or short runs, our processes and quality controls are often not properly developed for each product we run.
Even with a strong quality program in place, many of these repairs fly under the radar. Often non conformances will not be reported, and repairs will be made (repeatedly) in the downstream workstations. Alternatively, new parts will sometime be made new "off the books" as workers leverage their personal relationships within the plant to have other departments build replacement parts, often using material that is allotted for other projects.
The problem can be exacerbated by management if we do not follow through on issues when they are reported. Workers will become disgruntled, develop a "why bother" attitude, and fix the issues themselves. Internal Quality obviously reduces the final quality of your product, but also significantly increases processing time which in turn reduces efficiency, reduces capacity, and adds unexpected lead time to orders.
Over processing
Excessive or over processing is often very subtle and hard to detect. Quite simply, it is the failure to understand what is truly critical to your customers.
Often, we do not ask the proper questions of our customers when taking orders, or worse, make assumptions about what they really want. For example, machining parts to aerospace tolerances only to use them in weldments that are laid out by hand is a complete waste. Often there are only a handful of critical dimensions on a part, and our efforts are being wasted on processes that add no value to the customer, but instead add unnecessary cost and lead time.
Incomplete or Inaccurate Information
Workers can waste many hours of time trying to decipher an engineering drawing that is missing critical dimensions. To make matters worse, they will often be forced to do math on the fly and will get dimensions wrong, compounding the problem with rework. The same is true of incorrect information, where parts will need to be remade, causing losses in efficiency, rework, material costs, and possibly on-time delivery.
But drawings are not the only information input that cause issues. Priorities that are not properly communicated or changed constantly will cause massive waste as workers pull off jobs, material handle product many times, and lose/damage components in the shuffle. Material cuttings that are late, out of order, or incorrect also cause a host of obvious problems. Special customer requirements that deviate from our normal standards that are not properly highlighted and communicated to all parties can lead to rework, additional material costs, and possible nonconformances in the final product.
Unaccounted for steps in the process
This one goes along with inaccurate information, but issue here is more in the planning and estimating phase as opposed to the plant floor. Often arising from incorrect assumptions, huge amounts of additional labor can be added to jobs by not understanding what processes will be needed.
For example, someone quoting a job may assume that it can be completed in one step on one machine. In reality, it takes 3 different operations on different machines, meaning additional processing and material handling labor. To compound the problem, production may not even know that the job is quoted this way and will just show up in their metrics as terrible efficiency.
Another variant of this is not having the proper equipment or tooling we actually need to complete the job, or the equipment is in poor repair. As a result, we create additional steps and processes to "get it to work".
Waiting and delays
If you have a well-defined and implemented project scheduling and ERP system, materials and information will always arrive on time and in the correct quantities.
Ok, those of you with plant floor experience can stop laughing now. While that sounds great in theory, this is often not the reality. Prints are not done on time. We forget to order critical components. Even if we do everything properly at the plant level, we can often fall victim to delays and errors from suppliers and transport companies.
The effect of these delays is often the same as constantly changing priorities - we have to pull off one job, move it from production, move in other work, work on it for a while, then pull it out and replace it with the original job once materials arrive. As you can see, this is a nightmare of transport and motion waste, not even taking into account quality issues that can occur while moving parts around.
Duplicate Efforts
Duplicate efforts are as their name implies: we perform a function multiple times. Often this is a symptom of another problem. Perhaps we had to tear down a fixture because we were missing parts, then have to reassemble it once they arrive. Or blast a product before paint, but change priorities and by the time we get back to working on it, surface rust is forming. Or perhaps multiple areas of the plant are working on the same project and do not realize they are both working on the same aspect.
Duplicate efforts can almost always be eliminated by proper planning and by eliminating the other issues present in our value stream.
Re-Engineering
What looks great in a solid works model or in AutoCAD often does not work out as great once it hits the production floor. Revisions can be inevitable on projects that are one-offs or prototypes. We also might be working with technology that is new to the company, thus a learning curve may be present.
Related to this is "Trial and Error". Just like with re-engineering the product, we may have to revise our processes multiple times to get them to work on a unique project, resulting in lost efficiency and materials.
Of all the hidden factories mentioned, this is the one that is hardest to eliminate as it may be part of your business model. Make sure that this effort is accounted for in your bids and planning process to minimize its impact.
Office
While the name "Hidden Factories" implies this is only a shop floor problem, nothing could be further from the truth. Sometimes the worst hidden factories in your operation will be found in the office. Some examples include:
- Doing reports that no one reads
- Outdated software that requires users to do numerous manual steps that could be automated with more robust packages
- Requiring extra signatures and steps to simple processes such as MRO ordering
- Unnecessary meetings and calls that could be accomplished with an email

Identifying Hidden Factories
So how do you find hidden factories? Here are some symptoms and techniques to track them down:
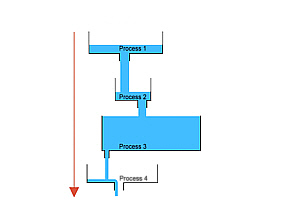
Apply the theory of constraints to your operation. The most common sign of hidden factories being present is a constraint where there never has been before or in an area that should not be a constraint.
Ask your trusted employees about the issues they are observing. Have candid conversations with your trusted shop floor employees and find out things that are limiting them. Often they are more than willing to tell if you are willing to listen.
A dramatic increase in WIP and the number of open jobs. Not being able to complete jobs because of missing parts or rework is another strong signal that you have hidden factories in play.
If you are having rework hidden factories, material usage often goes up without a corresponding spike in efficiency or documented rework.
If your efficiency and productivity are lagging for no obvious reasons, you might want to start pealing back the veil and dig deeper in that area of your operation.
Removing Hidden Factories
So how do you remove hidden factories? Here are a few ideas:
Capture
Set clear guidelines for reporting rework and hold your workers accountable to it. There is a stigma with rework that you will get in trouble if you screw up. It is much better to get accurate data on what your problems truly are and focus on the cause as opposed to blame. But it must be documented, so holding your workers accountable for the reporting is critical.
Reporting Issues
Make it simple and anonymous to report issues. Complicated forms and the fear of reprisals often prevent people from reporting issues. Make it simple and easy for them to communicate the roadblocks they face each day. Something as simple as suggestion boxes can work wonders.
Follow-Through
Following through and taking action is the biggest impediment to progress in finding and eliminating hidden factories. Often management is informed of issues, but nothing is done about it. Workers become disgruntled and just create workarounds themselves. Develop a system of tracking issues that is open for all to see so everyone can see what is being done to address problems. If you have decided to delay acting or not to act at all, let the employees know why.
Critical to Quality
You must have an in-depth understanding of what the critical parameters are for your customers. Often we will have to pull this information from the customers as the sales or purchasing personnel communicating with us from the other end do not know themselves. Ask the customer to have their shop floor employees or end-users involved in the process so that you can get a true picture of what is actually needed.
Drawing Standards
Drawings need to be accurate and usable by shop floor employees. Most companies do not want to employ people to review prints for accuracy as they consider it a waste. They are right, it is a waste, but fixing the problems on the shop floor is an even bigger one that not only costs labor but possibly material and opportunity cost.
Also, simply because a product can be rendered in solid works does not mean it can be manufactured on your shop floor. Develop a set of standards for manufacturability on all your documents that go to the shop floor. If you are working off of customer prints, they may need to be reworked to include critical dimensions and data that they leave out.
Frozen Production Schedule
Constantly changing priorities and jumping from job-to-job does nothing but create unneeded waste, lost material, missed production steps, and quality issues. Lock your schedule as far out as you can, and only be will to change it for REAL customer needs. In a job shop environment, you probably can't lock your schedule for weeks. However, just locking it for 2 or 3 days can have a dramatic impact on your organization.
Involve Production Early On in Projects
If you have job kick off meetings, it would be wise to include shop floor or production employees in those meetings to verify the assumptions made by sales and engineering. Role play the process step by step and try to determine what processes, tooling, and labor will be needed to complete the project. You would be surprised how many problems you can catch at this phase before they ever make it into production.
Drum-Buffer-Rope
On large projects, apply drum-buffer-rope principles to the project to ensure parts are delivered on time and in the correct quantities, with an extra buffer so that workers can continue on another part of the project if there is an unforeseen hang-up.
Supply Chain Management
Check with vendors before you start a project to ensure they are still on pace to meet your delivery dates. You can fix every issue in your own shop and still fail if you do not properly address the supply chain. Do vendor certifications on new vendors and add extra cushion on critical components.
Conclusions
As you can see hidden factories are an enormous problem in job shop environments. While you will never get rid of all of them, you should be actively working each day to remove these wastes from your process for the overall health of your organization.