One of the most effective ways to control work in progress and increase efficiency in a job shop is master dynamic staffing. The basic premise is to constantly change the staffing levels of production areas based on the amount of work. This prevents departments or processes from slowing down from lack of work, thus improving efficiency. It eliminates the tactic of pulling jobs ahead to keep a department "busy", thus eliminating all the needless work in progress created by this.
So how does this look in practice? Let's look at the following example:
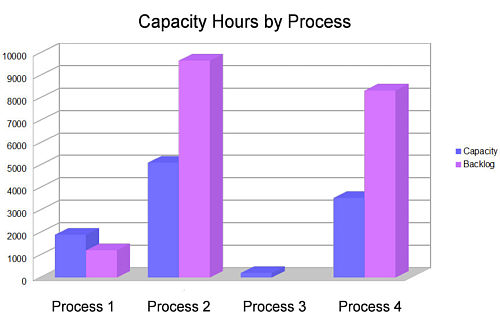
Let's assume you are a custom widget manufacturer with a discrete backlog of jobs measured in hours. We'll look at one process which we will simply
call process A. We will further assume that this process is staffed to do 10,000 hours worth of work in a month, but for this month, the backlog only
has 4000 hours worth of work in it.
Process backlog = 4,000
Staffing and Equipment capacity = 10,000
The problem in many job shops is that our plants are scheduled based on a certain amount of hours for the total plant, which is calculated from the hours earned in the past. This works on the macro level, but this model falls apart on the department and process level. Each month the amount of work assigned to each process and department will be different based upon the routing and product mix of what you are currently running. Some departments will not have enough hours, while others will have too much. But in the end, your plant as a whole still needs to earned the same amount of hours. If you don't utilize these idle hours, the plant as a whole will fall behind schedule, efficiency will drop, and WIP will build.
What Will Happen In This Scenario?
One of two things will happen in this scenario; the first is workers will make the work "last". This is shorthand for slowing down just enough to make it appear as though they are "staying busy". There double-trouble on this one, as you drain efficiency, and to the casual observer it will appear as though the area is running very efficiently because there is little WIP present.
Conversely, a supervisor or production manager will see their department is running out of work, and will have worked "pulled up" in the schedule to "keep their people busy". This is a very dangerous mindset because all they are doing is building unnecessary WIP and along with it associated waste. It is acceptable to build WIP if it frees up constraints as we discuss in our article Treat WIP like debt; it is not acceptable to build WIP because we don't have the discipline to properly control the flow of labor and work in our operations.
Solutions
So how do you deal with this scenario? Two possible solutions. The first is to transfer 6,000 hours worth of work to this department. Sounds easy, but there are issues with this. First, you should never "pull work up" out of order in the schedule just to keep work in the department. It creates work in progress and makes controlling the mix much more difficult. If your machines or work stations are flexible, it may be possible to retool and bring some work over from another area that has excess. But more than likely will only cover a small amount of hours and not fill the department.
The second solution is the one you need to work towards: move excess people from this area to your constraint areas where they are actually needed. Staff your plant's departments dynamically based on where the people are actually needed each month. Usually your plant will have a set number of hours of work and capacity per month, so if one area has excess capacity another area will be over capacity. In our example, you have 4,000 hours worth of work in an area, and 10,000 hours worth of capacity. That means 60% of your labor should be transferred to another area that needs the additional labor.
You many have to break this down further than the month level as often you will have short term spikes in work over weeks or even days. It is not uncommon to do this on the weekly, daily, or even hourly basis depending upon your operation.
To manage this, publish a chart showing the hours in that department for the month, both to area management and to the shop floor. Let the supervisors know how many people they need to move, and to what departments. Let the supervisors decide whom to move. This allows them the flexibility to make real time decisions on supplying your internal customers. Also allow them to keep additional people some days as demand spikes, but give up more on other days so that on-average they are only staffed for the work they have in their backlog.
You will need to track hours earned each day in that department, and keep a running total of where that department or process is hours-wise against the backlog. The amount of people they need to give up each day will change based on how many they have earned.
I will generally staff my department assuming 100% efficiency even if I expect a lower efficiency. I do this for two reasons: First, it is a stretch goal and will provide some motivation to keep things moving. Second, you have plenty of opportunities over the course of the month to make up for in-inefficiencies or other issues by simply not moving as many people later in the month.
I'm not going to lie to you, this is a difficult hurdle for some organizations to get over. You may have to show some tough love as there there will be some resistance. If they run out of hours, they should be done for the month and the process completely mothballed. Your organization must get over the mental hurdle of changing your schedule to keep departments in work; you should be changing your staffing to ensure you are meeting your customers needs as outline in the schedule.
Now, it should be apparent that are some core competencies are going to be required pull these off, which are:
Capacity By Process
You need to have your plant capacity broken down by department and probably process. I have an article on this topic at Capacity by Process.Cross Training
You are going to need a huge degree of cross training in your workforce. I've heard time and again from plant managers that they don't have time to cross train. Nonsense, you don't have a second to waste getting to work on this one. Cross training is one of the most important elements of running a job shop efficiently. Without it you have little chance permanently improving your operation.Skill Matrix
Along with cross training, you need a skills matrix to track the skill levels and workers trained in each process. I personally prefer the TWI Training Matrix model, but there are numerous other models that work equally well.SIOP
In your journey to set up capacity by process and dynamic staffing, you may find that your entire business may not be in alignment with the capabilities you have in your plant. You may need to run a SIOP event to put your sales, materials, and operations group on the same page. A common issue I have observed is that your backlog or estimates will not have the level of detail you need to track production hours down to the process level. Another issue is that sales is selling based simply on total plant hours without any thought to other possible constraints.
Efficiency By Department
Should you be measuring efficiency at the department or process level? This is where I diverge from many of others practicing Theory of Constraints. I DO actually like to measure departmental or process efficiency while many others do not. The argument against using this efficiency is that it drives us to make stupid decisions, such as bringing up work to "keep people busy". They are completely right, it does. My argument for measuring is that this data is a very useful warning sign that you system is out of control. Low efficiency can mean you are over-staffed, your estimates are incorrect, or simply that your department is not performing well. Your company needs to have the discipline not to make rash decision based on this data, but just treat it for what it is: another data point.
Conclusion
Dynamic staffing is a large step for most operations to make, but as you can see the benefit are enormous. Don't assume that can implement this tomorrow as there will be growing pains and a culture change that need to occur to successfully complete it. But in the long term you will be very glad that you have done this.